|
|
|
|
|
|
|
RF Absorber

- Ferrite Tile Absorber
Principle of Operation:
Based on the principle of having complex magnetic permeability equal (or nearly equal) to complex dielectric constant. Materials with this property exhibit an impedance equal to that of "free space" and therefore do not reflect radiated energy at normal incidence.
Performance:
Ferrite tile can provide 10dB - 25dB of absorption between 30MHz and 1GHz. Tiles are thin (approximately 0.26 inches), but can be heavy (roughly 10 lbs per square foot).
- Broadband Foam Absorbers
Principle of Operation:
Broadband foam absorbers are based on the principle of tapered impedance. By steadily increasing the impedance from that of "free space" at the incident surface of the absorber to a high impedance, lossy material at the rear surface, energy is progressively absorbed and attenuated through ohmic loss as it propagates through the absorber.
Broadband absorbers are classified based on the two primary means of manufacturing:
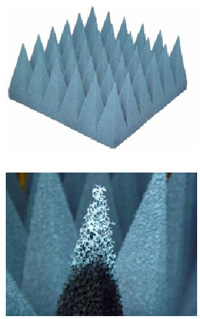
- Pyramidal Absorbers: The absorber material is cut in a pyramidal or geometrically tapering shape simulating a continuous change in dielectric constant.
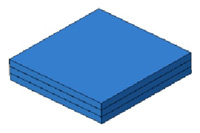
- Flat Absorbers: Layers of homogenous materials with different dielectric constants are stacked so that the final assembly has an increasing impedance (which is stepped instead of continuously varying).
Performance:
Pyramidal absorber performance is directly related to size - low frequency performance requires larger pyramids. For instance, 96 inch absorber provides 35dB absorption at 125MHz increasing to 50dB at 13GHz, while 4 inch absorber provides little absorption below 1GHz, but offers the same 50dB at 13GHz. Pyramidal absorber is relatively inexpensive, but is confined to higher frequencies because of this size trade-off.
Flat absorber provides approximately 20dB of absorption over the design range, which is dependent on thickness: 0.25 inch absorber works from 18GHz up while 9.0 inch absorber works from 400MHz up. Although the flat-faced design makes this absorber flexible, lightweight and inexpensive, performance is limited to 20dB because of the higher front-face reflections.
Broadband foam absorbers can be made with "open-cell" materials (typically polyurethane) or "closed-cell" materials (like polystyrene or polyethylene). Each method has its benefits.
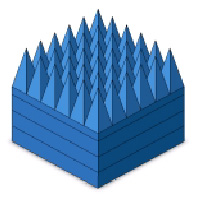
- Hybrid Absorbers
Principle of Operation:
By matching the impedance of the foam absorber with the ferrite, hybrid absorbers can combine the low frequency advantages of ferrite tile and the high frequency performance of broadband foam absorber.
Performance:
Hybrid absorbers provide excellent performance from 20MHz to 40GHz
Hybrid absorbers can be made with "open-cell" materials (typically polyurethane) or "closed-cell" materials (like polystyrene or polyethylene). Each method has its benefits.
|
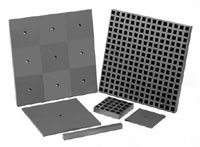
Ferrite Tile Absorber
Product Detail
Ferrite tile absorber provides high absorptive performance in the low frequencies from 26MHz to 1GHz. Compared to foam absorbers that cover this frequency range, ferrite tile offers the best price for performance in a small, compact package. Tiles come in sizes as large as 200mm x 200mm, and as small as 60mm x 60mm, but 100mm x 100mm (approximately 4" x 4") tiles are the industry standard. Tile thickness can vary from 3.9mm to 19mm, with the most common thicknesses being 6.5mm and 6.7mm. These thicknesses are ideally suited for chambers designed for IEC 1000-4-3 radiated immunity testing. In addition to size and thickness, another important quality of ferrite tiles is the tolerance with which the tiles are machined. Studies have shown that maximum low-frequency performance is obtained when tile to tile gaps are minimized. Standard tiles provided by DJM Electronics are precisely machined to ± 0.10mm to ensure a tight tile-to-tile fit for easier installation with less cutting required. In addition, DJM Electronics can provide tiles pre-mounted on a dielectric backer board in various sizes and configurations.
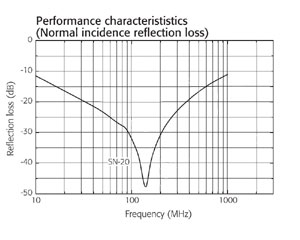
Performance
Ferrite Panels
Ferrite tiles can be installed individually using screws or adhesive, but normally, the tiles are mounted on a dielectric spacer before being attached to the walls of the shielded enclosure. DJM Electronics can provide tiles pre-mounted on a dielectric backer board in various sizes and configurations. Each tile is permanently mounted on a dielectric composed of medium density particle board using a high strength polyurethane adhesive. In addition to speeding installation, the dielectric separates the ferrite from the shield wall by at least 12mm thereby maximizing the higher frequency performance of the ferrite.
Cutting Ferrite Tiles
With nearly twice the density of granite, it is conservative to say that cutting ferrite is a bitch. Straight cuts can be achieved using polycrystalline diamond blades and adequate cooling to prevent stress cracking and chipping. Curved cuts, however, can only be achieved with advanced industrial techniques. DJM Electronics has the facilities and equipment necessary to satisfy most cutting requirements.
Ferrite Safety Nets
A safety net for chambers with ferrite tiles on the ceiling is recommended as a low cost safety precaution. At approximately 1lbs in weight, a falling ferrite tile can be potentially dangerous.
General Information About Ferrite
Ferrite is a class of ceramic material with a cubic crystalline structure and the chemical formula MOFe2O3 where Fe2O3 is iron oxide and MO refers to a combination of two or more divalent metal oxides. The different metal oxides create ferrites that exhibit different magnetic and absorptive properties. There are basically two varieties of ferrite: soft and hard. "Soft ferrite" derives its name because it does not retain significant magnetization whereas "hard ferrite" is used for permanent magnets. Ferrite tile absorber is made of the "soft" variety (usually zinc, nickel, manganese or copper oxides).
Ferrite tiles are pressed from a powdered precursor and then sintered (fired) in a kiln where they becomes rigid and brittle like other ceramics. The mechanical and electromagnetic properties of the ferrite are heavily affected by the mixture of the different ferrites and the sintering process itself. In addition, ferrite shrinks as much as 10% to 17% in each dimension when sintered. Maintaining correct dimensional tolerances as well as the prevention of cracking and warping related to this shrinkage are fundamental challenges of the manufacturing process.
Broadband Foam Absorber
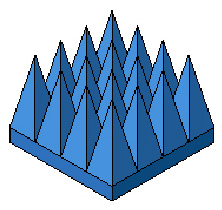
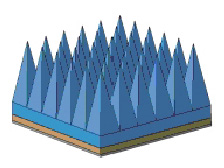
Broadband Pyramidal Absorber
AEP Series
The broadband pyramidal absorber is manufactured in two basic geometries depending upon size and performance requirements: conventional pyramid and "twisted 45."
The AEP-4 through AEP-48 absorbing materials are based upon a conventional pyramid having a square base and tapering to a point.
The AEP-72 through AEP-96 absorbing materials utilize a unique "twisted 45" geometry with the peak twisted 45 degrees from the base. This unique feature increases wide angle performance, reduces the mismatch at the base transition, and provides additional mechanical support to the peak. This product configuration is also available in 36" and 48" sizes upon request.
The standard material base size is 2' x 2'.
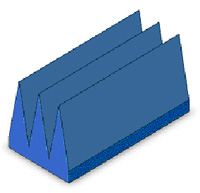
Broadband Wedge Absorber
AEW Series
Broadband wedge absorbers match the anechoic performance of pyramidal absorbers with the exception that, due to the inherent shape of the wedge, they are polarization sensitive. This design is used to direct energy down a given path so that it may be efficiently absorbed by large, high performance materials which compose the chamber's termination.
The broadband wedge materials have been used successfully in the design of tapered chambers as well as facilities which must have low wall reflections
Standard material size is 2' x 2' or 2' x 4' depending upon the application.
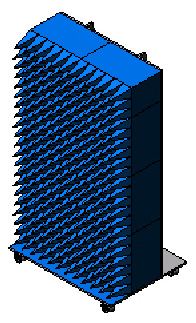
Low Frequency Absorber
AEP-EM Series
Shielded rooms are notorious for producing multiple reflections and resonances at frequencies from 30 MHz to 1000 MHz. In situations where ferrite absorber cannot be used or is cost-prohibitive, specially designed foam absorbing material can be utilized to increase the repeatability of tests performed within a shielded room.
Absorber performance typically drops off very rapidly as the material becomes less than one quarter wavelength in thickness. Due to the extremely long wavelength at 30 MHz, conventional pyramidal absorbing materials would normally need to be extremely thick. In order to minimize this roll off and improve the overall loss characteristics, AEMI has developed low frequency absorber using special materials and manufacturing techniques
The EM series of absorbers is comprised of a pyramidal front material specially loaded to match successive layers of graded dielectric sheets. After the energy has entered the material through the pyramidal front, it is progressively passed on to the higher and higher dielectrically loaded sheets which enhance the energy dissipation characteristics of the absorber. It is through this gradual change in dissipation that high loss at low frequencies can be achieved.
This graded design also improves the wide angle performance of these products when compared with "conventional" pyramidal materials. Typical performance increases at normal incidence are 3-6 dB and 6-10 dB at wide angles.
Another feature of this series of materials is its ability to be stacked on top of one another. This allows the engineer to provide a temporary wall of absorptive material for the elimination of hot spots within a shielded facility. This mobility also gives the engineer the freedom to alter the test environment with movable walls of material whenever conditions and requirements change. Resonance of the shielded cavity can be altered at will through the proper placement of this series of absorbers.
Laminated Absorber
AEL Series
The AEL series absorbers are high performance multilayer, lightweight, flat, laminated absorbers. These products are made from open cell polyurethane foam layers which are specially impregnated and laminated with flexible adhesives and latex. Consequently, they are flexible and wrappable and may cut and bonded with contact adhesive for a strong, permanent bond. The absorber should be backed by a reflective surface, and can be supplied with a conductive backing if required.
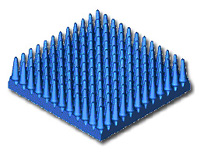
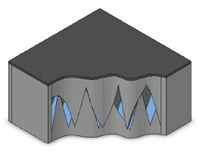
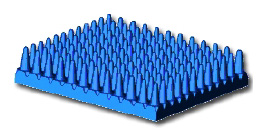
Broadband Convoluted Absorber
AEC Series
The Broadband Convoluted absorbers are manufactured from a lightweight urethane foam impregnated with a dielectric material. The front surface is rippled to provide a good match to the impinging wavefront. The geometry in conjunction with the proper loading provides a material with excellent attenuation properties.
The convoluted design, when properly loaded, has proven to exhibit exceptional absorption characteristics in the millimeter range, especially at wide angles of incidence. The convoluted material has properties especially desirable for applications requiring high reflectivity performance in conjunction with low forward scattering characteristics for use in RCS chambers in the millimeter wave region.
All AEC materials offered are NRL fire retardant versions.
Millimeter Absorber
AEC-MM Series
Versions Available:
- Type AEC-4-MM is the standard material optimized for millimeter wave operation. By proper selection of the carbon loading, reflectivities on the order of 45 to 50 dB have been attained consistently at normal incidence over the 18 to 40 GHz frequency range.
- Type AEC-4/1-MM-HP is a high performance material using a convoluted front face foam which has a very regular cell structure and is essentially window free. By properly selecting the carbon loading, reflectivities on the order of 50 to 55 dB have been attained consistently at normal incidence at 95 GHz. The material has a second layer which is necessary to provide the low frequency performance of -40 dB at 28 GHz. Good performance down to 10 GHz is achievable by properly adjusting the backing material.
- Type AEC-4/5-8T-MM is a high performance material for use in long narrow chambers where the energy illuminating the side walls is arriving at about 10-25° grazing angles. This material is designed to provide about -35dB forward scatter loss at those angles from 18-40 GHz. The units must be installed back to back in pairs to achieve the specified performance.
- Type AEC-4/6 12T-MM is the same as Type AEC-4/5-MM, but optimized for lower frequency operation.
Specialty Broadband Foam Absorber
Vent And Medium Power Absorber
AEP-XX-V Series
The vent and medium power absorbers are manufactured using special reticulated foam which has a large, open cell structure. This allows air to move freely through the material, making these products ideal for HVAC vents or outdoor applications where passage of air is necessary.
The open cell characteristics of this absorber also increases its ability to dissipate the heat generated by the absorption process. When the material is used as a medium power absorber, it can safely dissipate 1 W/in2 CW with standard convection cooling. For higher power dissipation, forced cooling can be used.
The standard material size is 2' x 2'.
Weatherproof Absorber
WP Series
The weatherproof versions of the AEP and AEW series of broadband absorbers offer similar performance to the standard AEP and AEW absorbers, but are manufactured from weather-resistant foam (Type 1) or covered with rubberized cloth (Type 2). The choice of weatherizing method depends on the severity of the environment and the life expectancy requirement of the absorber.
The Type 1 materials are based upon the standard vent series of absorbers. These are constructed from a reticulated foam, which allows water to flow freely through the material and not become trapped in the product. These absorbers air dry quickly and are best used in an environment where thunderstorms and brief showers may occur spontaneously. The life expectancy of this material is 9 to 12 months.
The Type 2 material is manufactured from standard foam absorbers with a manufacturing method similar to our Walkway Series of absorbers and is significantly more robust. A standard pyramidal foam absorber is mated with a non-absorbing, low loss front wedge producing a rectangular shape. The absorber "block" is then covered with a rubberized cloth material and sealed. These materials can withstand UV and very harsh weather conditions and have a life span of 1 to 5 years depending on the local environmental conditions. Storing the materials in a covered area when not in use can increase the life expectancy.
Standard material size is 2' x 2'
Broadband Walkway Absorber
AEWW Series
The broadband walkway absorber is manufactured by placing a selfextinguishing polystyrene core in an interlocking pattern over the top of standard AEP type material. This structure is topped with a higher density polystyrene laminate that provides excellent load bearing and wear characteristics that exceed most competitive products. The top surface can be provided in white or black. White is the suggested choice in order to provide contrast with the surrounding absorbers. Custom sizes and shapes can also be provided.
Absorbing Wall Module
AEWM Series
When radiated measurements are conducted within a shielded room, it is common to encounter various resonant modes and multimoding depending on the size of the room, the operating wavelength, and the geometrical relationship of the antennas within the room. In order to reduce this effect, we have developed the Absorbing Wall Module, which can be easily moved and repositioned within the cavity to absorb interfering signals on a selective basis.
Wall modules can be designed using any of the AEP or AEW products. They are constructed by applying absorber materials to 24 gauge sheet metal. This permits increased efficiency in absorbing characteristics and also allows the user to shield the test environment from personnel or equipment behind the wall modules. However, the module can also be ordered without the metal backing for customers who prefer not to have any additional reflecting surfaces inside the enclosure.
The Wall Modules are shipped in a semi-assembled stage in order to protect the absorbers. The simple instructions and hardware provided facilitate fast and easy assembly.
Hybrid Absorbers
Hybrid Absorbers
HyPyr-Loss Series
Ferrite absorbers offer good performance from 30 MHz to 600 MHz, while traditional dielectric foam absorbers deliver performance satisfaction above 500 MHz. The combination of these individual materials can yield unpredictable results if the selected materials have mismatched impedance characteristics. However, with proper impedance matching, these two materials can be joined to create a hybrid absorber structure that benefits from the inherent performance characteristics of each of the individual materials.
The new HyPyr-Loss series of EMC Absorbers incorporates a tuned ferrite absorber with a precision matched urethane pyramidal absorber structure that delivers super-broadband reflectivity performance from 20 MHz to 20 GHz!
All HyPyr-Loss absorbers are flame resistant and fire retardant. All absorbers are tested in accordance with NRL Specification 8093, Tests 1, 2, and 3.
Polyurethane Broadband Absorber Construction
Manufacturing Process
The manufacture of polyurethane pyramidal absorber follows a precise process:
- Foam Cutting
A computer controlled contour cutting saw, controlled by an ORBIT/FR control mechanism, cuts the raw foam into specific shapes and designs.
- Foam Impregnation
AEMI utilizes a proprietary eight-roll impregnation machine that allows for the most uniform impregnation and lossy dielectric distribution in the industry. During a recent EMC chamber project an independent consultant was hired to survey all absorber manufacturers to determine which manufacturer produced the most consistent materials. AEMI's materials were shown to have the most consistent distribution throughout the absorber and were subsequently awarded the project. It is with this special impregnator that AEMI is able to achieve the desired distribution of the lossy materials within the foam matrix.
- Drying Oven
In the new facility AEMI has installed a custom designed Halogen Tunnel Oven specifically designed to dry the absorbing materials. The new dryer has three independently controlled heat zones as well as a variable speed conveyer system. This allows for complete control of the drying process. Once the material is placed on the conveyer it takes from 17 minutes to 42 minutes to dry the product. The drying time varies with the size and weight of the individual materials being processed.
- Assembly Station
Many of the specialty absorbers manufactured by AEMI are assembled using multiple layers or materials. Each of the necessary components goes through the manufacturing process outlined above before being joined together with special adhesives.
Quality Assurance
AEMI checks 100% of all material manufactured for DJM projects for electrical performance and a sample for mechanical properties. Electrical performance tests are conducted using an "Arch" test facility at 1-18 GHz. Mechanical properties are checked for compliance with the stated dimension specifications plus or minus 1/4" for height and plus or minus 1/8" for length and width.
Installation
There are many ways in which to accomplish the placement of anechoic materials on the chamber wall surfaces. It is common to treat the corners of an anechoic chamber with little or no material to simplify installation. However, this is inadvisable due to the possibility of reflections originating from these "bald spots." To eliminate this possibility, AEMI incorporates a "picture frame design" for corner treatment. The "picture frame" design treats the perimeter of the chamber surface junctions with specially designed 3" to 4" thick flat absorber material that extends the full length of the pyramidal absorber along the wall surface. AEMI's "picture frame" approach allows for the edges of the chamber to be shadowed and is the most efficient method of "loading" the edges to eliminate corner reflection interactions.
The Hybrid Pyramidal Absorber configuration for fully engineered chambers are specifically designed to the customer's specifications utilizing sophisticated computer analysis and ray tracing techniques. All materials are then manufactured in strict accordance with mathematical formulas generated from this analysis and design. During the manufacturing process, sample lots are tested regularly for 100% compliance with the specific dielectric loading formulas derived for the customer's application.
All materials are provided in "kit form" for installation by DJM Electronics at the customer location. Materials for corners and wall intersections will be pre-cut at the AEMI factory in order to simplify installation and maintain the integrity of the absorber layout. The absorber materials will then be mounted to the ferrite tile panels with a contact adhesive specially formulated to insure proper attachment.
Warranty
Advanced ElectroMagnetics, Inc. products are guaranteed to retain the specified RF and electrical characteristics for a period of two (2) years for listed anechoic performance levels. The guarantee period will begin on the date of final acceptance of materials and does not cover any damages due to customer misuse, modifications, or neglect.
Polyurethane Safety
AEMI's hybrid pyramidal absorber is made from homogeneously impregnated polyurethane foam using a proprietary single step impregnation process that locks in both the conductive carbon and fire retardant chemicals. As a result, AEMI's absorber does not display the unsightly migration of fire retardant chemicals to the surface of the absorber when exposed to damp and highly humid weather. Another benefit of AEMI's unique impregnation process is the uniform distribution of the conductive materials into the foam, leading to uniformly consistent electrical performance.
All AEMI absorbers are fire retardant and self-extinguishing. These absorbers have been extensively tested and is certified to meet the requirements of NRL Fire Test Standard 8093, Parts 1, 2, and 3.
NRL Test 1, 2, and 3 are conducted as follows:
- NRL TEST 1 - Resistance to Electrical Stress
Electrodes are inserted into the absorber unprotected by painted surfaces. A 240-volt, 8-amp current is applied for 60 seconds in an attempt to initiate combustion. To pass the test, the absorber sample must retain 80% of its initial weight and fully extinguish (no visible flame, smoke, or smoldering) within 60 seconds after power is turned off
- NRL TEST 2 - Ease of Ignition and Flame Propagation
Test 2 is also conducted on samples consisting unprotected by painted surfaces. The samples must self-extinguish following a 30-second exposure to flame from a Bunsen burner.
- NRL TEST 3 - Modified Smoldering Test
Test 3 is the only recognized test to evaluate solid phase combustion. A cartridge heater is inserted the absorber and heated to 600şC (1,112şF). This temperature is maintained for five minutes to initiate solid phase combustion. The heater is then removed, and the material must self-extinguish within 30 minutes.
In addition to Navy's harsh tests, AEMI absorber also meets TI #2693066 and MIT MS-8-21. AEMI standard manufacturing processes and quality assurance practices include sample inspections to the above referenced standards.
|
|
|
|
|